
Механизмы подачи сварочной проволоки , Конструкции фирменных,самодельных механизмов подачи |
Здравствуйте, гость ( Вход | Регистрация )
 Форумы сайта ЭЛЕКТРИК > Сварка, самодельные устройства для сварки > Самодельные сварочные устройства
Форумы сайта ЭЛЕКТРИК > Сварка, самодельные устройства для сварки > Самодельные сварочные устройства  |
 11.5.2016, 9:33 11.5.2016, 9:33
Сообщение
#61
|
|
 Активный участник  Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(maksdoc @ 11.5.2016, 6:44)  Спасибо за информацию. Буду повторять Вашу конструкцию. Результатом поделитесь? |
 |

 
|



|
|
|
11.5.2016, 20:11
Сообщение
#62
|
|
|
Заглянувший Группа: Пользователи Сообщений: 6 Регистрация: 13.12.2014 Из: Полтавская обл. Пользователь №: 42958 |
Цитата(Yurybka @ 11.5.2016, 8:33) Результатом поделитесь? А как же. Быстро не обещаю, собирать буду не спеша. Сейчас в ПА№3 стоит самопальная протяга, буду делать ей на замену. |
|
|
|

|
13.5.2016, 0:51
Сообщение
#63
|
|
|
Активный участник Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(DANTIST @ 7.4.2016, 21:54) А кроме пружин она может что-то делать? 
|
|
|
|
|
15.5.2016, 7:43
Сообщение
#64
|
|
|
Заглянувший Группа: Пользователи Сообщений: 6 Регистрация: 13.12.2014 Из: Полтавская обл. Пользователь №: 42958 |
Добрый день.
Отличны шов. У Вас полуавтомат трансформаторный или инвертор? Сообщение отредактировал maksdoc - 15.5.2016, 18:23 |
|
|
|
|
|
|
15.5.2016, 22:21
Сообщение
#65
|
|
|
Активный участник Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(maksdoc @ 15.5.2016, 6:43) Добрый день. Отличны шов. У Вас полуавтомат трансформаторный или инвертор? Самопальный трансформаторный трёхфазник. |
|
|
|
|
16.5.2016, 11:10
Сообщение
#66
|
|
|
Посетитель Группа: Пользователи Сообщений: 114 Регистрация: 18.8.2015 Пользователь №: 46434 |
Цитата(Yurybka @ 15.5.2016, 23:21) Самопальный трансформаторный трёхфазник. отличный шов!! |
|
|
|
|
16.5.2016, 13:02
Сообщение
#67
|
|
 =VIP= Группа: Пользователи Сообщений: 3020 Регистрация: 22.5.2007 Пользователь №: 8733 |
Трехфазный транс рулит!
-------------------- Мы, танкисты, горючее завсегда на язык пробуем!
|
|
|
|

|
|
|
18.5.2016, 1:47
Сообщение
#68
|
||
|
=VIP= Группа: Пользователи Сообщений: 1289 Регистрация: 25.12.2007 Из: СПб Пользователь №: 10131 |
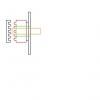
Цитата(Yurybka @ 26.3.2016, 0:00) Зачем ширина поболее, если проволока всёравно 0,8 мм. Как снять внешнюю обойму шарикоподшипника без его разборки? Как применить конусный подшипник в данной схеме? Вариантов много. 1. На торце внешней обоймы сделать неглубокие пропилы, для зацепления за грибок. Пропилы это громко сказано. Достаточно чтобы сцепления хватало для привода внешней обоймы. 2. В нескольких точках просто сварить с грибком. 3. Шляпку и вал грибка сделать разъемными допустим через квадрат или шпонку. Либо шляпка через насечку, пропилы, и пр.. соединяется с внешней обоймой. Либо шляпка закреплена на внешней обойме. Получаем быстросъемную деталь. Конструкция подшипника позволяет на внешней обойме закрепить шляпку легко. Более того. На внутренней обойме на надо упора. Он там заложен в конструкцию. И внешняя и внутренняя обоймы выступают наружу. Значит можно посадочную втулку заварить со стороны мотора. Пройдя через основание протяжки, втулка будет отцентрована автоматически или вообще запрессована. Сейчас эскиз набросаю. http://www.podshypnik.info/index.php?zid=b...amp;sketch=sk00 Вот эскиз. Слева грибок. Красным- внешняя обойма. Синим -внутренняя. Зеленым- посадочная втулка. Оранжевый- вал мотора. Черный - основание протяжки. Правда у конусного подшипника есть и минус. Он будет все время пытаться "съехать" по конусу. Усилие не очень большое, но его надо учесть в конструкции вала. Если уж гулять, так и вал можно посадить на подшипник. На обратной стороне основания его легко закрепить. Тогда будет вообще фиолетово чем его крутить и еще получим бонус - можно будет регулировать люфт основного конусного подшипника. Кстати. Если кого жаба душит откусывать проволоку, можно мотор реверсировать кнопкой на морде лица. А катушку или вручную подматывать или добавить приводок с резиновым роликом. Сообщение отредактировал Dedan - 18.5.2016, 2:18
Эскизы прикрепленных изображений
|
|
|
|
|
|
|
18.5.2016, 9:57
Сообщение
#69
|
|
|
Активный участник Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(Dedan @ 18.5.2016, 0:47) Вариантов много. Полностью с Вами согласен. Не соглашусь только про реверс. Делал на нескольких подачах. Оказалось ненужним. Основная проблема - борода на катушке с проволокой. Нужно поправлять катушку. Но тогда проще ослабить прижим и потянуть за катушку. Для этого я и сделал эксцентриковый прижим. При небольшо вылете, проще и быстрее откусить пару сантиметров проволоки. При проведении сварочных работ, как раз время многое определяет. Все пляски идут вокруг упрощения механики и экономии времени. Цитата(fant @ 16.5.2016, 10:10) а что за дроссель?если можно по подробней! Где то я о нём писал. Сейчас поищу. Вот нашел: http://www.mastercity.ru/forums/instrument...447#post5508447 Сообщение отредактировал Yurybka - 18.5.2016, 10:11 |
|
|
|
|
18.5.2016, 19:06
Сообщение
#70
|
|
|
=VIP= Группа: Пользователи Сообщений: 1289 Регистрация: 25.12.2007 Из: СПб Пользователь №: 10131 |
Цитата(Yurybka @ 18.5.2016, 9:57) Полностью с Вами согласен. Не соглашусь только про реверс. Делал на нескольких подачах. Оказалось ненужним. Основная проблема - борода на катушке с проволокой. Нужно поправлять катушку. Но тогда проще ослабить прижим и потянуть за катушку. Для этого я и сделал эксцентриковый прижим. При небольшо вылете, проще и быстрее откусить пару сантиметров проволоки. При проведении сварочных работ, как раз время многое определяет. Все пляски идут вокруг упрощения механики и экономии времени. Где то я о нём писал. Сейчас поищу. Вот нашел: http://www.mastercity.ru/forums/instrument...447#post5508447 Реверс это шутка. А вот про съезжание по конусу, то надо пробовать! Какое будет усилие и достаточно ли его компенсировать фиксацией вала привода в подшипнике? Если сильно давить на внешнюю обойму, то грибок будет стараться вытянуть вал. Значит вал должен фиксироваться на обратной стороне основания до входа в основную опорную втулку. И там тоже напрашивается упорный подшипник, а внутри втулки еще и бронзовая вставка, если грибок будет жестко связан с внешней обоймой. А если только фрикционным трением, то тогда не обязательно. Сообщение отредактировал Dedan - 18.5.2016, 20:00 |
|
|
|
|
|
|
18.5.2016, 23:41
Сообщение
#71
|
|
|
Заглянувший Группа: Пользователи Сообщений: 50 Регистрация: 29.11.2009 Пользователь №: 16391 |
Цитата(Yurybka @ 11.5.2016, 0:28) Мотор-редуктор стеклоочистителя грузовика ISUZU. Глубина канавки по вершине 0,9мм. Угол при вершине 60 градусов. Материал резца - нитрид бора. Канавку лучше делать по месту по проволке 0,8мм. Выступ проволоки над поверхностью ролика 0,3 мм. Из каких соображений угол канавки 60 градусов? Обычно делают 36-37 градусов. |
|
|
|
|
19.5.2016, 16:13
Сообщение
#72
|
|
|
Активный участник Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(d0k @ 18.5.2016, 22:41) Из каких соображений угол канавки 60 градусов? Обычно делают 36-37 градусов. Соображения целесообразности. Как показала практика, от 60 до 90 градусов для процесса сварки не критично. Лично мой опыт. А 36-37 градусов это от дядечек, которые пишут диссертации. Я тоже когда-то писал. Только толку с диссертаций мало. На наших просторах диссертации и технологический прогресс пошли в разных направлениях. Посему нужно больше доверять своей чуйке нежели инструкциям таких производителей как Селма. Где на пол паспорта расписаны чертежи роликов с профилями канавок под разные диаметры проволок. Пользователю то это зачем? Он купит готовый ролик. Не правда ли? |
|
|
|
|
19.5.2016, 16:54
Сообщение
#73
|
|
|
Заглянувший Группа: Пользователи Сообщений: 50 Регистрация: 29.11.2009 Пользователь №: 16391 |
Цитата(Yurybka @ 19.5.2016, 17:13) Соображения целесообразности. Как показала практика, от 60 до 90 градусов для процесса сварки не критично. Лично мой опыт. А 36-37 градусов это от дядечек, которые пишут диссертации. Ну как посмотреть... Угол 36-37 град. выбран из наилучшего закусывания проволоки- канавкой. Поэтому можно уменьшить давление прижимного ролика. Меньше нагрузка на двигатель протяжки, меньше износ втулок, подшипников и т.д. Я сначала подумал что для сварки алюминия угол умышленно увеличен, чтоб не мяло, чтобы одним роликом сталь и алюминий варить, не меняя ролик. Ролики мне делали инструментальщики. Прорезали алмазным, заправленным под нужный угол, камнем, уже калёный и отшлифованный ролик. Пробовали до этого делать резцом, ничего хорошего не получилось. Получалось не сварка, а сплошная нервотрёпка. Сейчас катушка 5 кг. уходит без открытия отсека, поставил и забыл. |
|
|
|
|
19.5.2016, 19:54
Сообщение
#74
|
|
|
Активный участник Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(d0k @ 19.5.2016, 15:54) Ну как посмотреть... Угол 36-37 град. выбран из наилучшего закусывания проволоки- канавкой. Поэтому можно уменьшить давление прижимного ролика. Меньше нагрузка на двигатель протяжки, меньше износ втулок, подшипников и т.д. Я сначала подумал что для сварки алюминия угол умышленно увеличен, чтоб не мяло, чтобы одним роликом сталь и алюминий варить, не меняя ролик. Ролики мне делали инструментальщики. Прорезали алмазным, заправленным под нужный угол, камнем, уже калёный и отшлифованный ролик. Пробовали до этого делать резцом, ничего хорошего не получилось. Получалось не сварка, а сплошная нервотрёпка. Сейчас катушка 5 кг. уходит без открытия отсека, поставил и забыл. Для алюминия специальный ролик с U-образной канавкой может и нужен, но для стальной проволоки "поставил и забыл" у меня уже 15 лет, после того как ролик с насечкой от А-547 поменял на самодельный. Доходило даже до того, что в некалёных роликах проволока "вытаптывала" сама себе нужный профиль канавки (делаю механизмы людям). Посему и говорю, что профиль канавки абсолютно не критичен. Что касается нагрузки на двигатель подачи, то амперметр показывает 0,4А в холостую, и 0,5А с прижимом, при котором остается плоский след от прижимного подшипника на сварочной проволоке. Думаю что 0,1А не слишком критичный ток в данном случае. |
|
|
|
|
23.5.2016, 19:14
Сообщение
#75
|
|
|
Заглянувший Группа: Новые пользователи Сообщений: 1 Регистрация: 23.5.2016 Пользователь №: 49268 |
Здравствуйте Товарищи!
Мне не шибко умному студенту задали спроектировать линейный механизм подачи сварочной проволоки. исходные данные для проектирования: диаметр сварочной проволоки = 2.4 мм; max J св = 400 А; длина подачи = 4 м; коэффициент регулирования тока = 5. преподаватель дал методичку, которую прочитал несколько раз и что то пытался сделать, но так и ничего не получилось. помогите чем сможете... С чего вообще начать? какую литературу посоветуете? https://yadi.sk/i/TT4q87nfrvqXX https://yadi.sk/d/M3v7uzSRrvvsb |
|
|
|
|
3.6.2016, 0:26
Сообщение
#76
|
|
|
Активный участник Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(DANTIST @ 16.5.2016, 12:02) Трехфазный транс рулит! Проба пера этой подачей со смесью на профильной трубе 30*30*2,5.    http://uploads.ru/w9WlQ.jpg http://uploads.ru/8ynDB.jpg http://uploads.ru/Pct4g.jpg http://uploads.ru/4YphM.jpg Больше не буду утомлять аудиторию. Сообщение отредактировал Yurybka - 3.6.2016, 0:42 |
|
|
|
|
3.6.2016, 9:16
Сообщение
#77
|
|
|
=VIP= Группа: Пользователи Сообщений: 3020 Регистрация: 22.5.2007 Пользователь №: 8733 |
Цитата(Галимов @ 23.5.2016, 17:14) помогите чем сможете... С чего вообще начать? Можно посмотреть вот это
Прикрепленные файлы
-------------------- Мы, танкисты, горючее завсегда на язык пробуем!
|
|
|
|

|
9.6.2016, 12:39
Сообщение
#78
|
|
|
=VIP= Группа: Пользователи Сообщений: 3020 Регистрация: 22.5.2007 Пользователь №: 8733 |
Цитата(Галимов @ 23.5.2016, 17:14) Мне не шибко умному студенту задали спроектировать линейный механизм подачи сварочной проволоки. Галимов, ну так что, спроектировал протяжку? Чё молчишь? -------------------- Мы, танкисты, горючее завсегда на язык пробуем!
|
|
|
|
|
12.7.2016, 1:33
Сообщение
#79
|
|
|
Активный участник Группа: Пользователи Сообщений: 420 Регистрация: 19.1.2011 Из: Черкассы Пользователь №: 21133 |
Цитата(Yurybka @ 19.5.2016, 18:54) Что касается нагрузки на двигатель подачи, то амперметр показывает 0,4А в холостую, и 0,5А с прижимом, при котором остается плоский след от прижимного подшипника на сварочной проволоке. Думаю что 0,1А не слишком критичный ток в данном случае. Работа завершена.    
Сообщение отредактировал Yurybka - 12.7.2016, 1:50 |
|
|
|
|
21.7.2016, 12:13
Сообщение
#80
|
|
 Заглянувший Группа: Пользователи Сообщений: 5 Регистрация: 19.5.2015 Из: Москва Пользователь №: 45457 |
Красота! Мои поклоны профессионалу!
|
|
|
|
|
1 чел. читают эту тему (гостей: 1, скрытых пользователей: 0)
Пользователей: 0

|
Текстовая версия | Сейчас: 13.8.2025, 17:08 |
|
|
|
|
Стиль от Desi.Ru - сайты и домены